Необходимо ли использование инфракрасного лазерного наведения для точной резки камня?
May 26, 2026
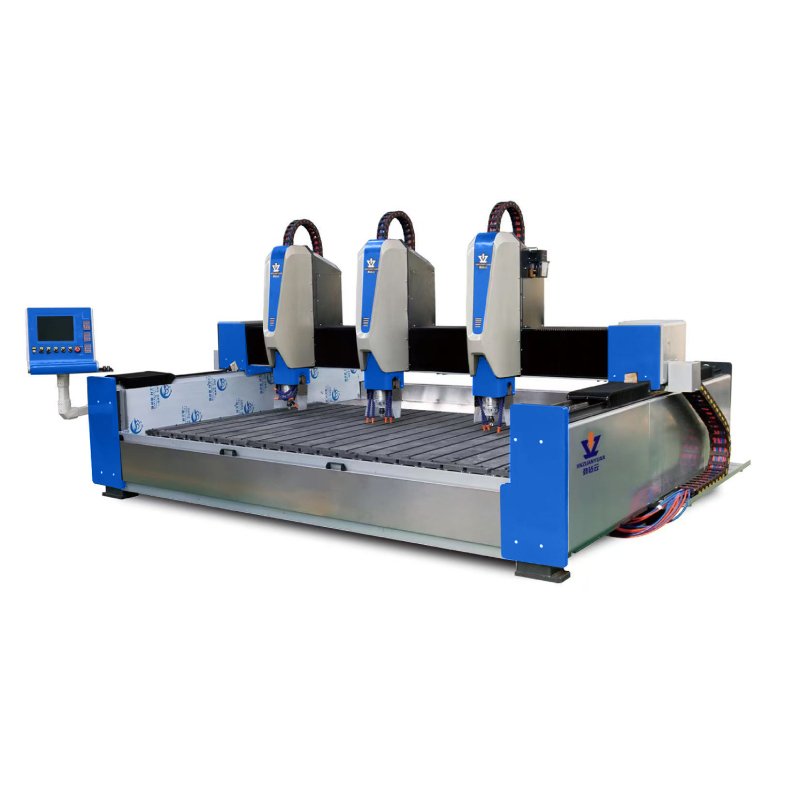
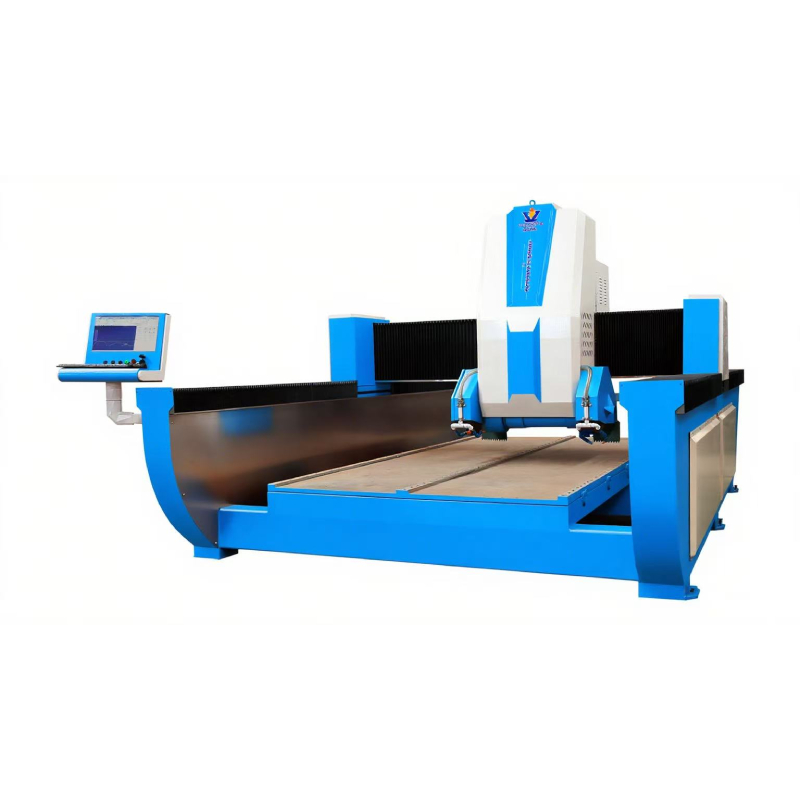
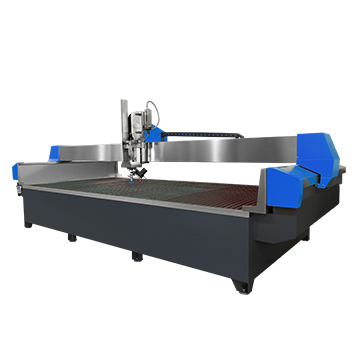
В современном производстве изделий из камня точность перестала быть просто конкурентным преимуществом — она стала базовым требованием. Будь то гранитные столешницы, мраморные плиты, кварцевые поверхности, надгробия или архитектурные каменные панели, клиенты ожидают чистых кромок, точных размеров и минимального количества отходов материала. Одна из особенностей, на которую обращают внимание многие покупатели при выборе станка для резки камня, — это инфракрасная лазерная наводка. Некоторые поставщики рекламируют её как необходимый инструмент для повышения точности, в то время как другие рассматривают её как дополнительную опцию. Это поднимает важный вопрос: Действительно ли инфракрасный лазерный наведение необходим для точной резки камня, или это просто удобная функция?Ответ зависит от задачи резки, опыта оператора, объема производства и требуемой точности. В этой статье мы объясним, как работает инфракрасное лазерное наведение, где оно действительно полезно и когда камнеобрабатывающий завод может эффективно работать без него. Что такое инфракрасное лазерное наведение в Станки для резки камня?Инфракрасная лазерная система наведения — это система позиционирования, устанавливаемая на камнерезных станках, кромкорезных машинах и ручном режущем оборудовании. Она проецирует видимую лазерную линию непосредственно на поверхность камня, позволяя операторам выравнивать траекторию движения пильного полотна перед резкой.Система обычно используется на:Инфракрасные мостовые пильные станкиРучные станки для резки камняМостовые пилы с ЧПУОборудование для резки гранитных плитстанки для резки мраморной плиткиСтанки для обрезки кромок камняЛазерная линия служит визуальным ориентиром. Прежде чем лезвие коснется материала, оператор может убедиться в следующем:Направление резкиТочность выравниванияРасположение плитыУгол срезазона утилизации отходов материаловНа многих заводах, особенно тех, которые обрабатывают дорогостоящий натуральный камень, это простое визуальное средство значительно снижает ошибки позиционирования, допускаемые человеком. Как инфракрасное лазерное наведение повышает точность резкиХотя сам лазер физически не режет камень, он помогает операторам добиться более точного позиционирования перед началом резки.1. Снижает количество ошибок при ручной настройке.В отсутствие лазерного наведения операторы часто полагаются на:Измерительные лентыМеловые линииРучная маркировкаВизуальная оценкаЭти методы во многом зависят от опыта оператора.Инфракрасная система наведения обеспечивает прямую линию реза, помогая операторам быстрее и точнее выравнивать лезвие.Например:В цехе по обработке столешниц, где распиливают кварцевые плиты стоимостью более 500 долларов за штуку, даже ошибка позиционирования в 3–5 мм может испортить отверстия для раковины или выравнивание фартука. Инфракрасное лазерное позиционирование помогает снизить эти риски до начала резки. 2. Повышает эффективность при многократной резке.Заводы, обрабатывающие большие объемы продукции, получают значительную выгоду от более быстрой юстировки.Например:В цехе по обработке камня, производящем 200–300 мраморных плиток в день, можно сэкономить несколько секунд на каждой операции выравнивания. За полную производственную смену инфракрасная навигация может сократить время настройки более чем на 15%.Это особенно ценно для:производство плиткиОбработка надгробных камнейРаспиловка плит стандартного размераЗаказы на серийное производство 3. Помогает новым операторам работать увереннее.Опытные операторы часто могут вручную с высокой точностью выравнивать разрезы. Однако у новичков могут возникнуть трудности со следующими задачами:Считывание положений лезвийПонимание расстояний смещенияПоддержание стабильного выравниванияИнфракрасное наведение сокращает время обучения.Заводы, сталкивающиеся с нехваткой рабочей силы или высокой текучестью кадров, часто предпочитают станки, оснащенные лазерной системой наведения, поскольку это упрощает обучение и повышает стабильность производства. Важнее ли инфракрасное лазерное наведение, чем конструкция машины?Нет. Это одно из самых больших заблуждений на рынке камнеобрабатывающей техники.Многие покупатели уделяют большое внимание лазерному позиционированию, игнорируя при этом фактические механические характеристики станка. В действительности точность резки зависит прежде всего от:ФакторВлияние на точностьУстойчивость рамы машиныЧрезвычайно высокийКачество линейной направляющейЧрезвычайно высокийКонтроль вибрации шпинделяЧрезвычайно высокийКачество лезвияВысокийпрецизионное управление сервомоторомВысокийСтабильность системы охлажденияСерединаИнфракрасное лазерное наведениеТолько поддержкаДаже плохо сконструированный станок с лазерной наводкой будет давать неточные разрезы.Тем временем, Высокопрочная мостовая пила Благодаря устойчивым направляющим и качественным сервосистемам можно достичь превосходной точности даже без использования инфракрасного излучения.Например:Мощная гранитная мостовая пила с усиленной чугунной конструкцией, работающая непрерывно в течение 72 часов в высокотемпературном цехе, может поддерживать отклонение резки в пределах ±0,5 мм благодаря жесткости конструкции, а не благодаря самому лазеру. Инфракрасное лазерное наведение против автоматического позиционирования с ЧПУСовременные камнеобрабатывающие предприятия все чаще сравнивают традиционные инфракрасные мостовые пилы с мостовыми пилами, оснащенными ЧПУ. Вот в чём практическое различие:Инфракрасное лазерное наведениеАвтоматическое позиционирование ЧПУПомощь в ручной настройкеПолностью автоматическое позиционированиеБолее низкая стоимостьБолее высокие инвестицииПодходит для небольших мастерских.Подходит для массового производстваЗависит от навыков оператора.Сокращение вмешательства человекаБолее быстрая установкаБолее высокая сложность автоматизацииПодходит для простых прямых разрезов.Отлично подходит для сложных схем раскроя.Для небольших и средних производственных цехов инфракрасные мостовые пилы остаются очень популярными, поскольку они обеспечивают хороший баланс между доступностью и эффективностью работы. Однако для заводов, производящих столешницы на заказ, вырезы под мойки и изделия из камня неправильной формы, мостовые пилы с ЧПУ обеспечивают превосходную повторяемость и автоматизацию. Типичные ситуации, когда инфракрасное наведение особенно полезно.1. Резка мраморных плитМрамор часто содержит естественные прожилки и цветовые вариации. Операторы используют инфракрасные линии для оптимизации направления резки и сохранения визуальной эстетики. 2. Изготовление надгробийДля обеспечения единообразия в разных партиях требуется точное позиционирование симметричных границ гравировки и срезов кромок. 3. Обработка кварцевых столешницЛазерная наводка помогает выровнять отверстия для раковин, отверстия для смесителей и обрезать кромки перед окончательной резкой. 4. Производство тонкой плиткиТонкая керамическая и каменная плитка более чувствительна к отклонениям от правильного положения. Инфракрасное позиционирование снижает потери материала по краям и риск образования трещин. Ситуации, когда инфракрасное наведение может быть менее важным.Инфракрасные системы полезны, но они абсолютно необходимы не в каждой мастерской. 1. Полностью автоматизированные производственные линии с ЧПУ: Современные системы ЧПУ уже сейчас рассчитывают и контролируют траектории резки в цифровом виде.В таких случаях оператор больше полагается на калибровку программного обеспечения, чем на визуальную юстировку лазера. 2. Опытные ведущие операторы: Некоторые высококвалифицированные операторы могут очень точно вручную выравнивать плиты, используя традиционные методы измерения. 3. Черновая резка с низкой точностью: При черновой резке блоков или предварительной калибровке плит лазерное наведение может принести лишь ограниченную дополнительную пользу. Влияет ли инфракрасное наведение на скорость резки?Косвенно — да.Сам по себе лазер не увеличивает скорость вращения лезвия или скорость подачи. Однако он уменьшает:Время передислокацииВремя измеренияКоррекция выравниванияколебания оператораЭто повышает общую эффективность рабочего процесса.Например:Завод, обрабатывающий 50 гранитных столешниц ежедневно, может сэкономить 1–2 рабочих часа за смену, просто сократив количество повторных замеров и корректировок выравнивания.В течение года это повышение операционной эффективности становится финансово значимым. Часто задаваемые вопросы (FAQ)В1: Может ли инфракрасное лазерное наведение повысить фактическую точность лопастей?Нет. Лазер помогает обеспечить точность позиционирования перед резкой. Фактическая точность резки по-прежнему зависит от жесткости станка, качества лезвия, направляющих систем и стабильности шпинделя. Вопрос 2: Необходимо ли использование инфракрасного наведения при резке гранита?Этот метод настоятельно рекомендуется, особенно для дорогих гранитных плит, где ошибки при укладке могут привести к дорогостоящим потерям. Вопрос 3: Требует ли лазерная система наведения частого технического обслуживания??Обычно нет. Большинству систем требуется лишь периодическая калибровка и очистка линз. Вопрос 4: Могут ли инфракрасные системы работать в пыльных каменных мастерских?Да, но промышленные герметичные лазерные системы работают лучше в условиях сильной запыленности и воздействия водяных брызг. В5: Подходит ли инфракрасное наведение для начинающих?Безусловно. Это помогает снизить сложность обучения операторов и повышает уверенность при работе с машиной. Как выбрать станок для резки камня, помимо лазерных функцийПри оценке станка для резки камня профессиональным покупателям следует обращать внимание на всю систему в целом, а не только на функцию лазерной резки.К важным факторам оценки относятся:толщина конструкции корпуса машиныКачество бренда Rail and Guideстабильность сервомотораСовместимость режущих лезвийэффективность водяного охлажденияНадежность электрической системыИнтеграция программного обеспеченияТехническая поддержка после продажиНаличие запасных частейСтабильность калибровки лазераНадежный поставщик должен предоставлять:Видеоролики с реальной работой заводаДемонстрации непрерывной резки в течение длительного времениОтчеты о проверке точностиПроектные рекомендации заказчикаЭкспортный опыт для вашего рынкаЭти факторы обеспечивают гораздо большую долгосрочную надежность производства, чем отдельные дополнительные функции. Окончательный вывод: необходима ли инфракрасная лазерная навигация?Инфракрасное лазерное наведение не является основным источником точности резки, но это чрезвычайно практичный инструмент, который повышает эффективность позиционирования, снижает количество ошибок оператора и повышает стабильность рабочего процесса. Для большинства цехов по обработке камня, особенно тех, которые обрабатывают ценные плиты или работают со средними и большими объемами продукции, инфракрасное наведение обеспечивает очевидные эксплуатационные преимущества при относительно низких затратах. Однако покупателям следует понимать, что истинная точность резки в конечном итоге зависит от качества конструкции станка, системы управления движением и общей инженерной разработки. Наилучший подход заключается в том, чтобы рассматривать инфракрасное лазерное наведение как вспомогательный инструмент, повышающий производительность, а не как замену высококачественному машинному производству.
ЧИТАТЬ ДАЛЕЕ





















 Поддерживается сеть IPv6
Поддерживается сеть IPv6